
برای انجام صحیح و دقیق عملیات هات تپ، باید ابتدا متغیرهای تعیین کننده در عملکرد و روش حسن اجرای عملیات هات تپ به نحو کامل شناسایی شوند. هر متغیری حکم ورودی یک فرایند را دارد که در صورت عدم توجه به آن، خروجی نامطمئنی از آن دریافت خواهیم کرد و از همین رو توجه به تمامی آن ها به صورت موزون بسیار حائز اهمیت است. از این رو مجری عملیات هاتتپ ابتدا تمامی متغیرهای دخیل در امر از جمله اتصال را شناسایی می کند، سپس وزن و ضریب اهمیت هر یک از تعیین کرده و بر اساس آن متغیرها را اولویت بندی می کند، و در نهایت روش های اجرایی برای پیشبرد آن ها را به دقیق ترین شکل ممکن ترسیم می کند.
جایگاه اتصالات عملیات هات تپ
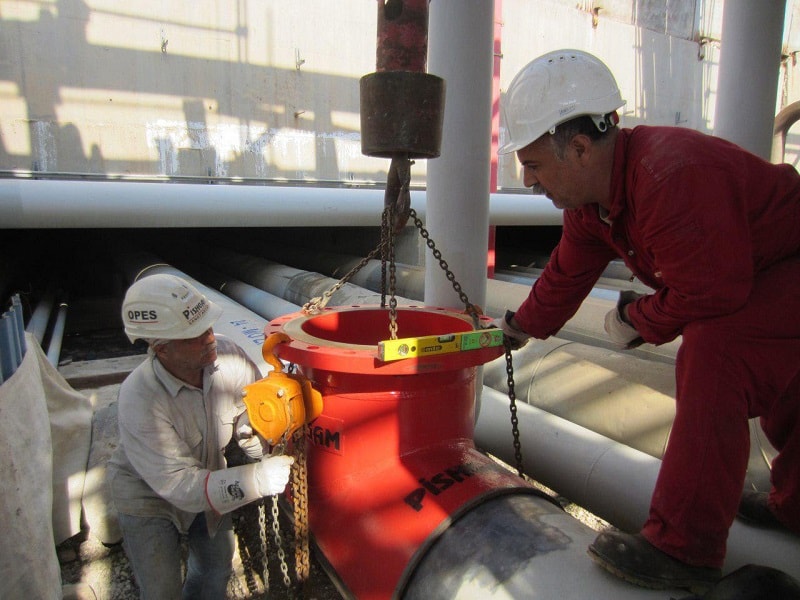
یکی از مهم ترین متغیرها در اجرای عملیات انشعاب گیری به روش هات تپ، اتصالی است که روی لوله یا مخزن نصب شده و عملیات بر روی آن انجام می شود. این متغیر بدون شک از اصلی ترین آیتم ها در پیشبرد و اجرای کار گرم به شمار می رود. اتصال هات تپ کانالی است که از طریق آن سیال وارد خط لوله انشعابی جدید شده و در آن جریان پیدا می کند. افزون بر کارکرد در بهره برداری، اتصالات خطوط لوله در خود عملیات هات تپ نیز واجد اهمیت اساسی هستند. اصولا دستگاه هات تپ خود نمی تواند به صورت مستقیم روی خط لوله نصب شود؛ این دستگاه روی یک ولو نصب می شود و طبیعتا ولو نیز باید روی یک اتصال فلنج دار نصب شود. بنابراین امکان انجام عملیات هاتتپ مشروط به این است که ابتدا به ساکن یک فیتینگ روی خط لوله نصب شود. با توجه به این نکات می توان گفت ساخت و نصب اتصال پیش شرط شروری عملیات hot tap است. حتی می توان با استفاده از روش های فنی و مهندسی فیتینگ را به گونه ای طراحی کرد که نیاز به ولو به عنوان فیتینگ دائم نباشد، اما خود فیتینگ سه راهی جزئی حذف ناپذیر از عملیات hot tap خواهد بود.
معیارهای یک اتصال هات تپ
فیتینگ سه راهی ای که روی لوله نصب می شود باید مشخصات و ویژگی هایی داشته باشد که آن را برای خط لوله و سیالی که قرار است درون آن جریان یابد مناسب باشد. این گونه نیست که هر اتصال ساخته شده را بتوان برای عملیات hot tap استفاده کرد، بلکه فرایند تهیه و نصب اتصال هات تپ مستلزم توجه به یکسری محدودیت ها و الزامات است. در ادامه به برخی از معیارهای یک اتصال خوب برای هات تپ می پردازیم:
- فیتینگ باید بر حسب سایز لوله اصلی و سایز انشعاب درست و دقیق طراحی و ساخته شود. چنان که می دانیم اتصال hot tap یک فیتینگ سه راهی است که از دو سو به لوله اصلی و از یک سو به انشعاب جدید متصل خواهد شد. بنابراین دوراهی فیتینگ باید هم سایز لوله اصلی باشد تا بتواند روی آن بنشیند. همچنین نیپل انشعابی فیتینگ نیز باید بر حسب سایز انشعابی که نیاز داریم طراحی و ساخته شود.
- فیتینگ باید توان تحمل فشار وارده از ناحیه خط لوله را داشته باشد و این مهم مستلزم دو نکته است؛ اول آن که جنس متریالی که برای ساخت اتصال هات تپ استفاده می شود پاسخگوی نیاز باشد و دوم آن که روش نصب اتصال روی لوله صحیح باشد. در خصوص جنس متریال، سازنده معمولاض برای تضمین توان و تحمل فیتینگ، از متریال خود لوله اصلی استفاده می کند. همچنین فیتینگ معمولاً به شیوه جوشکاری روی لوله نصب می شود. باید در دستورالعمل جوشکاری و فازهعای برنامه ریزی و مهندسی ترتیبات و پیش بینی های فنی لازم جهت جوشکاری خوب و باکیفیت فیتینگ روی لوله تدبیر شود.
- همچنین فیتینگ باید در برابر فشار سیال نیز ایمن و مقاوم باشد. در این خصوص نیز باید فشار کاری سیال محاسبه شود و بر اساس آن فرایند ساخت فیتینگ انجام شود. جنس و ضخامت لوله، نوع فلنج مورد استفاده و دستورالعمل های جوشکاری به این مولفه هم وابسته هستند.

- اتصال هات تپ باید به گونه ای ساخته شود که دوام و عمر مفید بالایی داشته باشد. فیتینگ سه راهی هاتتپ به صورت دائم روی خط لوله باقی می ماند. این فیتینگ محل ارتباط خط لوله اصلی با خط لوله انشعابی جدید می باشد و سیال به واسطه این فیتینگ از خط اصلی به خط انشعابی می آید. بنابراین می توان به جایگاه با اهمیت آن روی خط لوله پی برد. بروز ایراداتی نظیر نشتی یا هر مورد دیگری که بر روند عادی فرایندهای خطوط لوله آسیب می زند مجموعه را متوجه مشکل می کند و از این رو در فرایند ساخت و نصب باید به دقت به این مهم توجه داشت. آب بندی مهم ترین کارکرد اتصال است و این کارکرد باید در درازمدت تضمین شود تا مجموعه دچار آسیب نشود.
اتصال هاتتپ بر اساس شاخص های فوق ساخته می شود و سازنده آن همیشه باید بر اساس الگو واره فوق پروسه ساخت و نصب را به انجام برساند. فیتینگ پس از ساخته شدن به محل نصب حمل شده و آن جا روی خط لوله نصب می شود تا مجموعه آماده عملیات hot tap شود. اگر معیارهای فوق در فرایند ساخت و نصب در نظر گرفته نشود ممکن است با آسیب هایی در حین کار مواجه شویم که ادامه عملیات هات تپ را به مخاطره می اندازند. بسیاری از ایراداتی که در حین فرایندهای صنعتی از جمله هات تپ به وجود می آیند در ضمن کار و در همان مکان قابل رفع هستند اما اگر ایرادی از ناحیه فیتینگ متوجه hottapping شود چاره ای جز قطع عملیات و پیدا کردن راهکاری برای رفع آن وجود نخواهد داشت.







